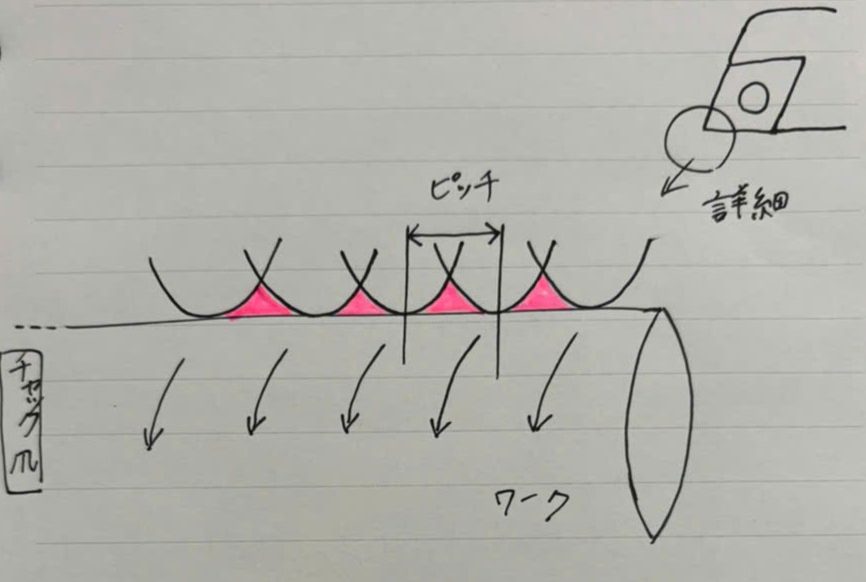
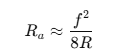
ノーズR とは?送り速度と面粗度との関係について / 技術コラム / By ALPHA AUTOSYSTEM 目次1 ノーズR とは2 送り量(速度)3 ノーズR・送り量と面粗度の関係4 面粗度の関係式 ノーズR とは 旋盤チップの刃先の丸みを ノーズR と呼びます。チップの刃先はピンピンに尖っているモノはほぼ無く,R0.2,0.4,0.6,0.8など少し丸い形状になっています。鼻先に例えてノーズと呼んでいるだけだと思います。ノーズRの大きさは面粗度にも影響を与えます。送り速度とノーズRの大きさによって面粗度の仕上がりは計算出来るので,順を追って解説していきます。 送り量(速度) 刃物が1分間に移動する量(速度)を表します。ワークが回転する旋盤においては工具が送られる速度の事です。 毎分当りの送り量Vf(mm/min) = 1回転当たりの送り量f(mm/rev)×主軸回転数(rpm)Rev:revolution, rpm:revolution per minute この計算式で1分間に進んだ距離が求められます。旋削の場合チップは1枚刃なので,1刃当りの送り量=1回転当りの送り量となります。エンドミルを用いるミーリングでは2枚刃,3枚刃…刃数が違うので1刃当りの送り量でカタログに書いてあったりしますが,旋盤では1刃当りを考える必要はありません。 1分間に進む距離が大きいほど,加工を早く進める事が出来るので,送り量の計算は生産能率を検討する上で重要な要素になります。 ノーズR・送り量と面粗度の関係 面粗度には,2つ要因【ノーズrと送り速度】が影響します(旋盤において) 上の図では,旋盤チップがワークを削る表面を簡易的に書いたモノです。旋盤では加工物(ワーク)が回転していて,そこにチップの刃先を送って削ります。 ピンク色に塗り潰した部分が,表面の凹凸を示していて,この山を小さくする事が面粗度を小さくする事になります。 1回転する毎に,チップが移動する量をここではピッチと呼んでいます。 このピッチ幅を小さくするか若しくは山の高さを小さくする事で面粗度は改良できます。 ① ピッチを小さくする=送り速度を遅くする ワークは毎分10,000回転とかもの凄い周速で回転しています。そこに工具を送っていくので,刃先の軌道は螺旋です。そこで,ゆっくり送るとピッチ幅は小さくなり,山が小さくなります ② 大きめのノーズRにする チップ刃先のカーブが緩やかになるとそれだけ,山の頂点は低くなります。ノーズRを大きくする事で曲線は滑らかになり山が小さくなります。 面粗度の関係式 面粗度の関係式があるみたいなのでchatgpt に聞きました。 Ra : 面粗度(μm) f : 1回転あたりの送り量(mm/rev) R : ノーズR(mm) 答えは,R0.2の場合Ra≒0.25μ R0.3の場合R0.3の場合Ra≒0.167μ ただ,いちいち計算しなくても,三菱マテリアルズ社などが切削計算式アプリを無料で提供しているので条件を入れるだけで仕上げ面粗さは求める事が出来ます。 f0.02, R0.2で実際に加工をして検証したところRa 0.212μで計算上の値に近い結果になりました。まだ送り速度を早く出来そうですね。機械の状態やチップの摩耗によっても変わってきます。